
Электрический паяльник Набор Регулируемая температура паяльник всасывающий пистолет инструмент, плоскогубцы Оловянная проволока
Цена: $18.75
есть в наличии
Описание
Электрический паяльник Набор Регулируемая температура портативный сварочный ремонт инструмент, плоскогубцы Оловянная проволока паяльник всасывающий пистолет набор
Быстро нагревается: используя высококачественный керамический нагреватель, нагревается быстро (2 минуты или около того). Регулируемая температура с диапазоном термостата 200 ~ 450 по Цельсию (392 ~ 842 по Фаренгейту).
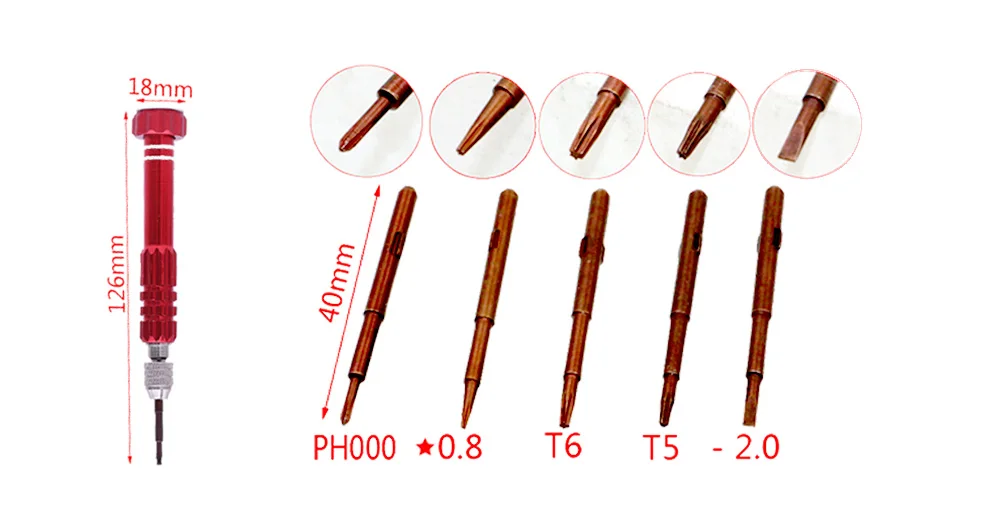
Простота в использовании: Пайка не требуется станция, просто подключите и играйте. Мягкая дверная ручка-скоба, спроектированная как максимально удобная, может уменьшить проскальзывание. 6 шт сменные насадки
От широкого долота до супер-тонкой для различных проектов.
Легко хранить: чемодан для инструментов достаточно удобен для хранения небольших инструментов и удобен для переноски. Изделие отлично подходит для электрического ремонта, домашнего DIY и дерева
Посылка содержит сведения об изделии
Выбор:
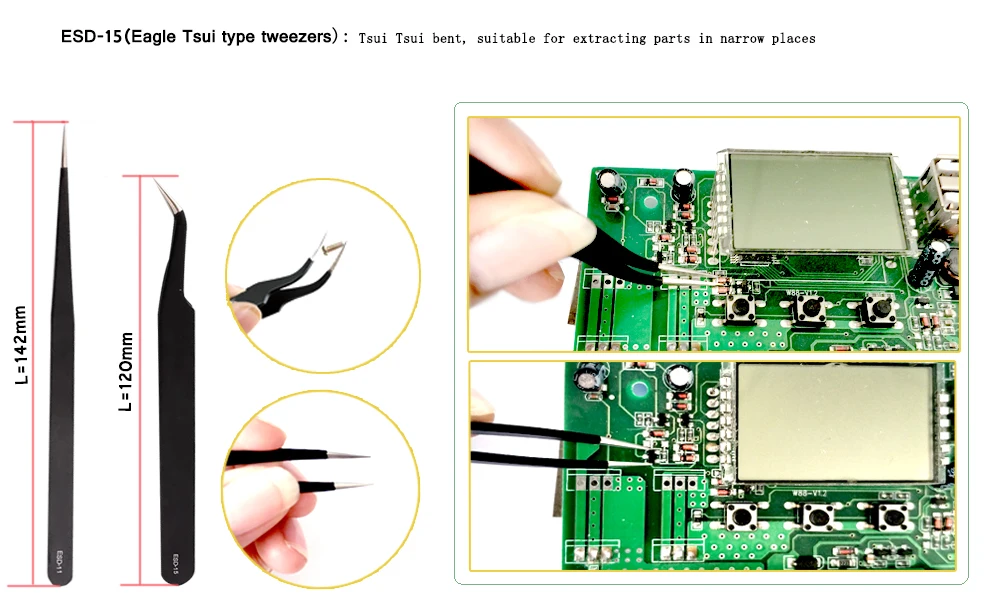
Наконечники паяльника * 5 60 Вт паяльник * 1 Анти-статический пинцет * 2 Оловянная проволока * 1 (13 г)
Оловоотсос-* 1 Кухонный нож * 1 Мощность шнур 2 шт. Набор инструментов * 1 Припой Железный кронштейн * 1 (с 1 шт. губкой) Щетки * 2 Ручная отвертка * 1 (с 5 типами пакетных головок)








Припоя туфли с металлическим носком; техническое обслуживание
1. Есть несколько причин, по которым кончик не прилипает к припою. Пожалуйста, старайтесь избегать:
(1) Когда температура слишком высока, поверхность пропитанной олова легко окисляется, когда температура превышает 400 °C.
(2) Олово не добавляется к поверхности олова при использовании.
(3) в сварочном процессе слишком мало флюсов; или реактивный поток очень быстро окислит поверхность; водорастворимый поток размывает наконечник железа при высоких температурах.
(4) губка, используемая для протирания железного кончика, слишком высока в Сере, слишком сухая или грязная.
(5) воздействие органических веществ, таких как пластмасса; смазочные масла или другие соединения.
(6) содержание impure олова или олова слишком низкое.
Следует использовать два железных наконечника и методы обслуживания:
(1) Удалите все остаточные оксиды, грязь или флюс с наконечника паяльника до подачи питания. Удалите загрязнители из нагревательного элемента, чтобы предотвратить контакт наконечника с нагревательным элементом или рукавом. Всегда держите кончик на замке, чтобы убедиться, что он находится в правильном положении.
(2) при использовании установите температуру на 200 °C до предварительного нагрева. Когда он достигает температуры, он устанавливается до 300 °C. Когда он достигает 300 °C, добавьте олово в кончик паяльника. Через 5 минут температура испытания была установлена до нужной рабочей температуры.
(3) при пайке не используйте паяльник, чтобы полностью открыть или выдавить паянный предмет, и не используйте фрикционный паяльник. Это не способствует теплопроводности и повреждению железного наконечника.
(4) не натирайте кончик шероховатой поверхностью.
(5) не используйте хлор или кислотный поток.
(6) не добавлять соединения к поверхности олова.
(7) Если вы не используете долгое время, пожалуйста, опустите температуру до 200 °C или ниже. Защитите наконечник Оловянным. Не протирайте. Протрите только влажная губка и снова припайте на кончик. Копия.
(8) после завершения работы протрите железный наконечник после сварки, чтобы очистить его, затем переустановите Новый оловянный к части наконечника, храните его на железной раме и выключите питание.
(9) Если окисленная поверхность окислена, не может быть покрыта оловом, или оксидная пленка становится черной из-за флюса, и губка не может быть удалена, используйте от 600 до 800-абразивная пилка для легкого протирания, а затем используйте оловянный поток проволоки. После протирания оловянной поверхности, ее следует нагревать и связываться с оловом для повторного добавления олова.
3. Общее обслуживание:
(1) пластмассовые или металлические детали можно протирать обезжириваемым маслом под охлаждением. Не нарушайте жидкость или не допускайте попадания жидкости на поверхность машины.
(3) Не стучите и Не ударяйте по железу, чтобы не повредить нагреватель.
(4) во время работы оксид железа в железном наконечнике должен быть немедленно очищен и протиран асбестом.
(5) Асбест должен оставаться влажным и должен быть очищен каждые 4 часа.
(6) Если железный наконечник окислен, нанесите 600-800 мелкую наждачную бумагу для удаления примесей и покрытия оловом. Если этот метод все еще не может удалить окисление, немедленно замените железный наконечник.
Характеристики
- Бренд
- YIHUA
- Номер модели
- Soldering iron kit
- Выходная мощность
- 60W
- Входное напряжение
- 110V 220V
- Температуростойкость
- GOOD
- Размеры
- 27*35
- Выходная температура
- 200-450
- contain
- Toolkit*1
- temperature stability
- 200~450 Celsius (392~842 Fahrenheit)
- model number
- 13in 1 blue solder iron kit
- contain1
- Soldering iron*1
- contain a
- Tin wire*1
- contain c
- Electrostatic tweezers*2
- contain b
- Suction tin*1
- contain e
- Power cord 2pcs
- contain d
- 5pcs solder iron tips
- contain f
- Stripping knife
- Other
- Solder Iron bracket*1(with 1 cleaning cotton)
- Other1
- Electric soldering iron set
- Other2
- brush*2
- Other3
- Manual screwdriver*1 (with 5 types of batch heads)
















































































Для покупки товара Электрический паяльник Набор Регулируемая температура паяльник всасывающий пистолет инструмент, плоскогубцы Оловянная проволока нажмите кнопку "купить сейчас".
Если вы хотите купить другой товар из категории инструменты или сварочное оборудование то перейдите по ссылкам вверху страницы.