
Пятиканальный температура оплавления машина T-960W 4.5 кВт 0-1500 mm/min один пайки сварочный аппарат
Описание
Пятиканальный аппарат для переплавления температуры T-960W 4,5 кВт 0-1500 мм/мин Одиночная Пайка оплавлением сварочный аппарат
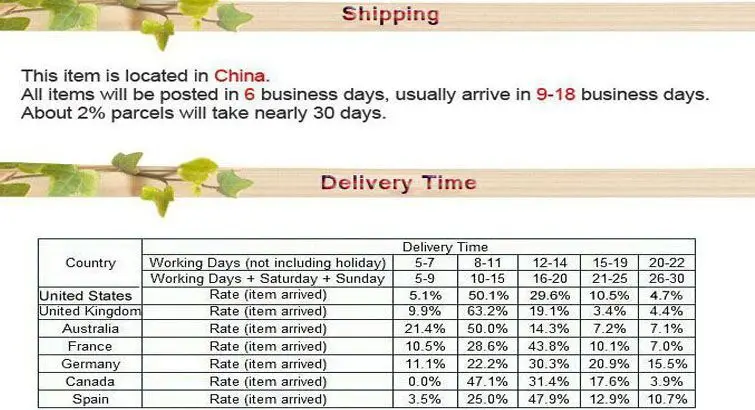
Примечание: если ваше место удалено, то необходимо оплатить 35 долларов США.
Демонстрация изображений:

 Описание:
Описание:
Модель: T-960W
Зоны нагрева: 5
Длина нагрева: 960 мм
Метод нагрева: инфракрасное усиление системы горячего воздуха
Охлаждение номер зоны: 1
Максимальная ширина печатной платы: 300 мм
Направление конвейера: слева направо
Транспортная система: сетевая передача и цепной привод
Скорость конвейера: 0-1500 мм/мин
Мощность: 50/60 Гц
Средняя мощность: 4,5 кВт
Время разогрева: около 15 минут
Диапазон контроля температуры: при комнатной температуре до 350Градуса
Контроль температуры: PID контроль замкнутого контура
Точность температуры: Плюс или minus1Градуса
Распределенная температура печатной платы: плюс или минус 2Градуса
Размеры: 1450*630*470 мм
Вес машины: 96 кг
Инструкция по эксплуатации:
1. После запуска настроек в интерфейсе. Пресс F2 на выбор кривой, в соответствии с F1 выбор точки, Пресс F3/F4 комплект соответствующей температуры зоны двигаться вверх/вниз, Пресс F5 для того, чтобы ввести нагрева интерфейс;
2. пять маленький красный переключатель 1/2/3/4/5 каждого элемента управления на Выдерживают температуру в диапазоне the first/на диапазоне температур в диапазоне температур первого/второго/третьего измерения площади/ во-вторых температурная зона;
3. Откройте регулятор температуры двигателя и отрегулируйте скорость ремня;
4. Пресс F2, чтобы остановить нагревание и введите интерфейс настройки;
5. Каждая из них использует кривую температуры следующим образом:
A. кривая 1, 2, подходит для сварки бессвинцового припоя; например: 85 sn/pb 15 70 sn/pb 30 и т. д.;
B. кривая 3, 4, больше подходит для сварки свинцового припоя; например: 63 sn/37 pb sn/pb 40 60 и т. д.;
C. Кривая 5, 6, подходит для высокой точки плавления Бессвинцовая паяльная сварочная; например: Sn/Ag3.5; Sn/Cu. 75 Sn/Ag4.0/Cu. 5 Sn95.5 Ag3.8/Cu0.7 и т. д.;
D. кривая 7, 8, подходит для сварки бессвинцовой точки плавления припоя; например: Sn/Ag2.5/Cu. 8/Сб. 5. Sn/Bi3.0 Ag3.0 и т. д.;
E. кривая 1, 3, 5, 7 480 s рекомендуемый Сварочный цикл шпона, кривая 2, 4, 6, 8 280 s рекомендуемый Сварочный цикл шпона.
Особое напоминание
1. Когда сварочный чип, в соответствии с требованиями размера чипа и процесса сварки, Выбор соответствующей кривой
2. Температура нагрева, распределение трех верхних зон, нижний 2 площади, соответствующий изгибу нагрева первого/второго/третьего/четвертых параграфов/5 абзацев.
3. Существует много видов, в настоящее время производство и использование припоя, каждая компания выбирает не то же самое, анализ и анализ тестовых изделий очень сильно. По этим причинам компания запустила продукт можно установить восемь кривых, каждая кривая имеет пять секций, каждый период времени нагрева может измениться. Пользователи могут в соответствии с температурой нагрева и временем, требуемым для припоя от нового набора нагревательной кривой.

Характеристики
- Номер модели
- T-960W
- Вес, кг
- 96KG
- Размеры
- 1450*630*470
- Макс. толщина сварки
- 20mm
- Применение
- Spot Welding
- Product number
- FC386
- Model
- T-960W
- Heating zone
- 5
- Heating length
- 960mm
- Heating Method
- Infrared strengthen the system of hot air
- Cooling zone number
- 1
- PCB Max width
- 300MM
- Conveyor direction
- Left to right
- Transport system
- Network transmission + chain drive
- Conveyor speed
- 0-1500mm/min















































































